

Polyols are frequently marketed as being safe for the teeth, suitable for diabetics, low glycemic response (GR) and reduced calorie. The last two categories are currently of specific interest to food manufacturers.
Developments in sweetener technology and availability have enabled products to enter mainstream markets, which previously were associated with diabetic and slimming products. Polyols such as lactitol have fueled this growth and allowed manufacturers to develop sugar-free products, which are of equal if not superior quality to traditional goods.
Overweight and obesity are now a major cause of illness and death-related diseases in many developed and also developing countries. While the obsession with diets and dieting was once an age-related issue, it now affects every age group. Obesity among children is of particular concern owing to the sedentary lifestyle many of them now follow. Lack of exercise is seen as a particular problem in gaining weight.
‘Diet’, ‘light’ and ‘reduced’ labels on foodstuffs are commonplace, and it is now possible to buy a wide range of such items. Among these healthier products is a growing range of ‘sugar-free’ confectionery items including chewing gum, tableted mints and related products, hard candy, chocolate and chewy candy. It does seem likely that the manufacture of sugar-free confectionery will increase as the demand for ‘low GI’ and ‘low carb’ foods increases.
Sugar has received rather a bad press over the past many years, with consumers being deluged with messages to purchase sugar-free, reduced-calorie and reduced-sugar products. However, many luxury or treat items have their main ingredient as sugar, hence fulfilling our desire for sweet foods. This is where polyols sweeteners can be especially effective.
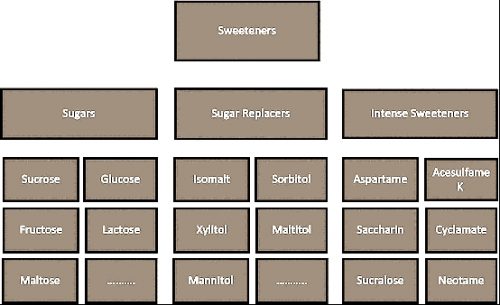
Sugar-free confectionery is almost exclusively based on the replacement of the traditional sweeteners sucrose and glucose with polyols or sugar alcohols that provide both bulk and sweetness.A more recently developing market for polyols is medicinal syrups, such as cough syrups, which are increasingly available in sugar-free form where Mallitol is being used.
SWEETNESS OF BULK LOW CALORIE SWEETENER
Polyols vary in sweetness from about 30% to 95% the sweetness of sugar but any lack of sweetness in the polyol can, of course, be compensated for by addition of a high-potency sweetener.
However, just because a polyol might deliver the same sweetness as sucrose, it does not mean it will function like sucrose in the chosen application.
Sweetness intensity is just one of the important properties when selecting the correct polyol for a particular application, the sweetness profile as well as synergistic effects with other sweeteners and flavours need to be taken into account. Some key points has been captured in the Table
| Particulars | Erythritol | Iso malt | Lactitol | Maltitol | Mannitol | Sorbitol | Tagatose | Xylitol | Sucrose |
| Molecular weight | 122 | 344 | 344 | 344 | 182 | 182 | 180 | 152 | 342 |
| Relative Sweetness with Sucrose = 1 | 0.7 | 0.4 | 0.4 | 0.9 | 0.5 | 0.6 | 0.9 | 0.95 | 1 |
| Melting Range | 119-123 | 145-150 | 95-101 | 144-152 | 165-169 | 93-99 | 133-137 | 92-95 | 160-186 |
| Relative Glycemic Response (RGR) versus glucose (100) Low <55 Moderate 55–70 | Low | Low | Low | Low | Low | Low | Low | Low | High |
| Storage and processing stability | Very Good | Very Good | Very Good | Very Good | Very Good | Very Good | Decomposes more readily than sucrose at high temperatures | Very Good | Hydrolyses at acidic and alkaline pH’s. Caramelises at Elevated temperatures |
| Hygroscopicity | Low | Low | Low | Low | Low | High | Moderate | High | Low |
| Carcinogenicity | Noncariogenic | Noncariogenic | Noncariogenic | Noncariogenic | Noncariogenic | Noncariogenic | Noncariogenic | Noncariogenic and cariostatic | Cariogenic |
| E Number | E953 | E966 | E965 | E421 | E420 | E967 |
Notes on Table
- Possible product labelling associated with the use of reduced-calorie bulk sweeteners include the following (not exhaustive): Diet, Light, Low
- carb, Reduced calorie, Low calorie, No-added sugar, Sugar free, Tooth-friendly, Reduced glycaemic response (diabetic suitability) and Prebiotic
- Sweetness intensity depends on concentration, pH, temperature and the presence of other ingredients and is therefore application specific.
- Significant synergy and bitterness and aftertaste masking with intense sweeteners and flavours at use levels of 0.2–1%.
1. ISOMALT
Isomalt is a polyol (synonym for sugar alcohol) made from sugar and used like sugar to replace sugars (like sucrose, high fructose corn syrup, glucose syrup and others) on a one for one basis. The sweetening potency of Isomalt, ,is between 0.45 and 0.6 compared with sucrose.
The sweetening profile of Isomalt can be described as a pure, sweet taste without any accompanying taste or aftertaste and is similar to that of sucrose. Since it enhances flavour transfer in foods, Isomalt is often combined with both non-nutritive and nutritive sweeteners.
Synergistic effects in sweetening power occur when Isomalt is combined with other bulk sweeteners such as maltitol syrup (or hydrogenated starch hydrolysate syrup (HSH)), lactitol, sorbitol, mannitol or xylitol. An additional advantage of combinations of sweeteners and Isomalt is that the Isomalt tends to mask the bitter aftertaste of some sweeteners and bulking agents
Like sugar, it has multiple functions in a product. It helps in development of top quality confectionery products with specific nutritional and functional properties .Isomalt is the only bulk sugar substitute made exclusively from sucrose. It is a mixture of the two disaccharide alcohols 1,1-GPM and 1,6-GPS derived in a two-step production process, comprising an enzymatic conversion followed by hydrogenation.
The first steps in the development of Isomalt were taken in 1957 when the bacterial fermentation of sugar to isomaltulose, brand name PalatinoseTM (6-O-α-d-glucopyranosylfructofuranose) and the intermediate in Isomalt production, was discovered by Sudzucker. Later, the manufacturing process for Isomalt by the hydrogenation of isomaltulose was developed.
Owing to its physiological properties, it can be used as a basic component in a wide range of high-quality products that claim, for example, ‘sugar free’, ‘calorie-reduced’ and ‘does not promote tooth decay’.
In addition, Isomalt products suit a low glycemic lifestyle. Owing to its taste profile, which is similar to sucrose, Isomalt-based products are barely distinguishable from their traditional counterparts.
In terms of production engineering, existing processing equipment can be used for all applications without requiring major changes. Applications like panned goods, chocolate, baked goods, cereal products and sugar-free hard candy illustrate the outstanding application of Isomalt. Isomalt is extremely resistant to chemical degradation owing to its very stable glyosidic bonds.
HEALTH BENEFITS OF ISOMALT
- On the basis of a number of studies in humans and animals, it can be concluded that in humans, a maximum of 10% of Isomalt intake is absorbed and about 90% is fermented in the large intestines .Blood glucose response after the intake of Isomalt is very low.
- Among healthy people, type-1 and type-2 diabetics, results showed that the highest blood glucose response to Isomalt was 12% that of glucose, while the lowest was 2%. The insulin response to Isomalt is also low.
- Unlike other carbohydrates such as sucrose or glucose, no reactive hypoglycemic effect occurs with Isomalt. From tolerance studies carried out with Isomalt, it can be concluded that up to 50 g per day spread over the day, as would normally be the case when consuming sugar-free candies or chewing gums, for example, are well tolerated by most individuals.
- Another important property of isomalt is related to oral health and the prevention of dental caries. This is due to the fact, that almost no micro-organisms of the oral flora are capable of fermenting Isomalt.
- Isomalt’ s cariogenic potential was classified as ‘none’.
To summarize, Isomalt is an ideal bulk sweetener that can be used to replace sugar in a wide range of applications. Its properties meet consumer demand for good-tasting healthier products with a long shelf life.
2.LACTITOL
It was discovered in 1920 by Senderens, a French food chemist. He and Paul Sabatier are credited with founding the modern hydrogenation process, which they implemented in the production of lactitol and this method, catalytic hydrogenation, is still used.
Lactitol is a disaccharide composed of sorbitol and galactose, and is produced from lactose, a milk sugar. Preparation by catalytic hydrogenation using Raney nickel as the catalyst. 30–40% lactose solution is prepared and heated to approximately 100◦C. The reaction is carried out in an autoclave under a pressure of 40 bar or higher. On sedimentation of the catalyst, the hydrogenated solution is filtered and purified by means of ion-exchange resins and activated carbon. The purified lactitol solution is then concentrated and crystallized.
Lactitol is an odourless, white crystalline powder of very high purity and flow ability, with a mild clean sweet taste without any aftertaste. This closely resembles the taste profile of sucrose, although lactitol has only 40% of sucrose’s sweetening power.
This mild sweetness also renders it ideal for use as a bulk sweetener to partner with low calorie and intense sweeteners such as alitame, aspartame, Acesulfame K or sucralose. This can bring the level of sweetness up to the same level as would be achieved with sucrose as the ingredient, but the product would contain fewer calories.
Commercially its available either as the monohydrate or the anhydrous crystalline form. It is also known as lactit, lactositol and lactobiosit.The monohydrate, as well as the dihydrate and anhydrous forms can be prepared depending on the conditions of crystallization.
Lactitol exhibits very similar technical and handling properties to sucrose, hence it can be substituted for sucrose in almost any application. Lactitol has a reasonably good solubility when compared with sucrose .This means that modifications to production processes are minimized. Substituting the sugar in a product with lactitol is preferable to using other less-soluble polyols such as maltitol or Isomalt.
HEALTH BENEFITS OF LACTITOL
- Most of the lactitol reaches the colon undigested where it is used as an energy source by intestinal microflora such as Lactobacillus and Bifidobacterial.
- The fermentation of lactitol favours the growth of saccharolytic (healthy) bacteria and decreases the amount of proteolytic (unhealthy) bacteria such as gram negative Bacteroides, Enterobacteria, Enterococci, and various Coliform spp. This is done by inhibiting adhesion of these bacteria to the epithelial cell walls and creating a low pH. Bifidobacterium also produce organic acids such as acetic and lactic acid, which limit the growth of putrefactive and pathogenic bacteria.
- Lactitol and diabetes Owing to the unique metabolism of lactitol, there is negligible effect on blood sugar levels when consumed. It is not broken down to its component monosaccharides by any enzymic activity in the small intestine like some other carbohydrates but passes undigested to the colon .Hence, there is no requirement for insulin in its metabolism, rendering it suitable for insulin-dependent diabetic patients (type 1) and non-insulin-dependent diabetic patients (type 2). The latter type can even reduce their diabetic status through diet management and lactitol can be instrumental in this respect owing to its lower calorie value.
- Lactitol exhibits a substantially lower glycemic response (GR) value compared with sucrose or glucose. This property can be used to reduce the overall glycemic challenge of the diet by production of foods with a low GL.
- Tooth-protective properties : Sugars are the major factor in the pathogenesis of dental caries. Oral bacteria convert sugars into polysaccharides that are deposited on the teeth .These plaque sugars are then fermented into acids. The acid demineralizes the enamel and causes cavities. Lactitol is not fermented by these bacteria and as such is said to be non-cariogenic and cariostatic.
APPLICATIONS
- Lactitol can be used in many applications as a direct substitute for sugar on a weight for weight basis. Where higher sweetness levels are required, these can be achieved by the addition of intense sweeteners with lactitol acting as the bulking agent.
- Lactitol is a commercially available bulk sweetener. Its physical properties guarantee optimal product performance during processing and storage of a food product. Being so similar to sucrose, its use facilitates the development of new sugar-free and light food products.
3.MALTITOL POWDER
The maltose or maltose syrup is usually produced from either maize (corn) or tapioca starches by enzymic hydrolysis using established techniques. The starch is first converted to a very high maltose syrup, normally containing more than 85% maltose, and from this material, there are several routes to make maltitol depending on processing .
Routes for making Maltitol
All routes involve either aqueous crystallization or melt crystallization.
- In the aqueous crystallization a saturated solution of maltitol (or maltose) is cooled and seeded with crystals of the solute. The maltitol crystallizes out in pure form and is recovered by filtration or centrifugation and dried.
- In melt crystallization, water is progressively evaporated from the maltitol syrup until the solids content exceeds about 95%. The polyol is not in solution under these conditions but is in the form of a high solids melt. After seeding with maltitol powder, the molten maltitol solidifies as it leaves the cooker. Drying, milling and screening complete the process to give maltitol powder. Melt crystallization does not result in purification of the maltitol
Maltitol is considered to be safe for the teeth (non-cariogenic) and suitable for diabetics ,low glycaemic index (GI) and reduced-calorie claims for foods can often be made to take advantage of these properties. In particular, maltitol can be used to make no–added-sugar chocolate and baked goods where it functions as probably the best replacement for sucrose because maltitol, like sucrose, is a dimer with many similar colligative properties. Maltitol is also used in coatings for tableted gum where it gives a highly desirable crunchy texture and a glossy surface.
The laxative effect of polyols generally is often quoted as the major reason for their lack of market penetration (other than their cost vs. sugars), but maltitol is one of the better tolerated polyols.
When considering replacement of the two main bulk carbohydrates in foods (sucrose and glucose syrups), maltitol offers the closest approximation to the properties of sucrose and the closely related maltitol syrups can replace glucose syrups thereby offering a complete ‘sugar replacement’ package.
Of all the permitted polyols, maltitol offers unique opportunities to the new product formulator owing to its physical and chemical properties and similarity to sucrose. The main advantages and properties of maltitol when used in food products are as follows:
- A dimer with the same basic properties as sucrose.
- Bulk sweetener with a clean, sweet taste (about 90% of the sweetness of sucrose).
- Reduced calorie compared with sucrose and other sugars.
- Low-GI and low-insulin response (suitable for diabetics).
- Safe for teeth.
- Not hygroscopic.
- Heat stable.
4.MALTITOL SYRUP AND POLYGLYCITOLS
Maltitol is unique among the permitted polyols in that hydrogenation of maltose more than doubles the sweetness of the reducing sugar and this unusual high sweetness has been attributed to its unique structure.
Maltitol syrups have a range of sweetness depending on their maltitol content – the more maltitol they contain, the sweeter they are .Polyglycitols containing from 49% to less than 1% maltitol, range in sweetness from about 40% to 50% as sweet as sucrose to less than 10% as sweet.
For syrups containing less than 50% maltitol (on a dry basis), it is often not possible to achieve a high enough solids consistent with easy handling, so these products are usually spray dried to give microbiological stability.
POLYGLYCITOLS
Polyglycitols are HSH (hydrogenated starch hydrolysates )containing less than 50% maltitol and less than 20% sorbitol on a dry basis. The balance is hydrogenated glucooligosaccharides. As with maltitol syrups, the starting materials for the manufacture of polyglycitols are wide-ranging from maltodextrins up to mid-dextrose equivalent (DE) glucose syrups. Polyglycitols are available either as concentrated aqueous liquids or in powder form depending on their composition.
In addition to sorbitol, maltitol and maltotriitol, Polyglycitols contain a high percentage of hydrogenated gluco-oligosaccharides with more than three glucose units joined to a terminal sorbitol unit. This can sometimes lead to ‘clouding’ problems on storage of liquids as the high-molecular-weight components retrograde and become insoluble.
Polyglycitols do though extend the range of properties of maltitol syrups and provide sugar-free alternatives to the whole range of glucose syrups and maltodextrins normally used in foods.
Maltitol syrups and polyglycitol syrups behave more like glucose syrups and for the most part are very soluble. Only at very high maltitol levels is there a danger of maltitol crystallisation and mostly they can be supplied at 75% dry solids or higher without problems.They are typically available in a range of solids levels from 70% to 85% and are either used alone or in combination with other polyols like erythritol, isomalt, maltitol and lactitol to control crystallisation. These products therefore find a wide range of use in many sugar-free applications that would traditionally use glucose syrups.
Maltitol syrups are manufactured by the catalytic hydrogenation of the glucose syrup where reactive aldehyde groups are replaced by stable alcohol groups. By changing only the reactive reducing groups, the polyol retains much of the parent sugar’s structure, bulk and function and simultaneously gains other beneficial properties. This makes them an excellent sugar replacer.
The raw material for the manufacture is starch and while this can be from any source, maize (corn), wheat and tapioca starches are most widely used commercially. Maltitol syrups have a range of sweetness depending on their maltitol content , the more maltitol they contain, the sweeter they are and proportionally more sweet than the corresponding maltitol syrup starting material.
Maltitol syrups and polyglycitols offer unique opportunities to the formulator of new food products owing to their wide-ranging physical and chemical properties.The main advantages and properties of these products when used in food products are given as follow.
Maltitol syrups
- Bulk sweeteners with a clean, sweet taste, 60–90% of the sweetness of sucrose.
- Reduced calorie compared with traditional sugars.
- Suitable for diabetics.
- Safe for teeth.
- Low GR.
- The polyols of choice for NAS/sugar-free ice cream and confectionery.
Polyglycitols
- Bulk sweeteners with a clean, sweet taste, 10–60% of the sweetness of sucrose.
- Reduced calorie compared with traditional sugars.
- Mostly suitable for diabetics.
- Mostly safe for teeth.
- Low/medium GR.
- The polyols of choice for stability in hard candy, carriers for flavours, colours and enzymes
5. SORBITOL AND MANNITOL
Sorbitol and mannitol are the only polyols found naturally in any appreciable quantity. They have been used for over 50 years in foods and related products and were among the first ‘sugar-free’ ingredients. In common with all other polyols , they are produced by chemically reacting the appropriate reducing sugar with hydrogen.
Sorbitol was ‘discovered’ in 1872 in the berries of the Mountain Ash and is now known to occur naturally in a wide range of fruits and berries. Mannitol is found naturally in marine algae, mushrooms and certain exudates from trees.
The commercial production is currently built around the catalytic hydrogenation of the appropriate reducing sugar where reactive aldehyde and ketone groups are replaced by stable alcohol groups. The simple modification of hydrogenation enables the retention of much of the parent sugar’s structure, bulk, and function while simultaneously giving the polyol other beneficial properties.
The usual raw materials for the manufacture of both sorbitol and mannitol are sugar, starch or glucose syrups, depending on price and availability. While the starch or syrups can be from any source, maize (corn) and tapioca starches are most widely used commercially. Like maltitol, sorbitol is sold in both liquid and solid forms with several variations on the liquid theme to meet the demands of different applications. Owing to its low solubility, mannitol is available only as a crystalline solid.
SORBITOL POWDER
Sorbitol is a white, crystalline compound .Crystalline sorbitol has been available commercially for more than 70 years. Dextrose (glucose) is the starting material for production, and although several dextrose-containing raw materials could be used to make sorbitol, the most common is dextrose derived from starch.
Using conventional starch processing, enzyme technologies yield a high-dextrose content syrup, containing typically 94–96% dextrose on a dry basis, and this is a relatively inexpensive process and product. The dextrose is then crystallised out as the monohydrate to increase its purity, redissolved in water and hydrogenated.
Sorbitol is the most soluble of the polyols and although it will crystallize at high solids and low temperatures, the crystals are small and not easily recovered from the mother liquor. Therefore, conventional aqueous crystallization techniques to recover the sorbitol are not very efficient and other options have been developed.
The sorbitol liquid can either be spray dried to produce the powder or the sorbitol liquid can be converted to a solid by melt crystallization. This latter process involves progressive evaporation of water from the sorbitol syrup by application of high temperature and vacuum until the solids content exceeds about 95%. The sorbitol is not in solution under these conditions but is effectively a high solids melt. After seeding, the molten sorbitol is then bled from the cooker and solidified.
Drying, milling and screening complete the process to give sorbitol powder. Some of the properties of the sorbitol powder, particularly those related to crystal morphology (e.g. compressibility) can be manipulated by changing the manufacturing conditions. The milling and screening processes give a range of particle size in the powders and these are used in different applications. Packaging is typically in 25-kg bags, 500- and 1000-kg big bags and bulk tanks (about 20 ton).
SORBITOL SYRUP
Two basic sorbitol syrup types are manufactured – a crystallizing grade and a non-crystallizing grade. There are several variations around these two themes with a number of different syrups being available commercially. The crystallizing grade is basically a pure sorbitol syrup, and it is used in those applications where powder would be dissolved in water before use, for example in pan coating. As the name suggests, it crystallizes easily especially if the storage temperature is reduced and concentration increased.
The non-crystallising grade is essentially a hydrogenated high-dextrose equivalent glucose syrup. This is typically 85-90DE, and in addition to sorbitol, it also contains maltitol and maltotriitol with small amounts of higher molecular weight hydrogenated gluco-oligosaccharides. Depending on the manufacturer, it may also contain mannitol.
Production of the non-crystallising grade is often linked to dextrose production (and hence sorbitol powder) where the mother liquor after dextrose crystallisation can be used as the base for the sorbitol syrup. The main application of the
non-crystallising product is in toothpaste and mouthwash, but it also finds use as a humectant in baked goods. Typical packaging is in 275-kg drums, 1000-kg semi-bulk containers and in bulk tanks.
Like sorbitol powders, sorbitol syrups are manufactured for both food and pharmaceutical use, so products are normally manufactured to the highest required standard.
MANNITOL
Mannitol is a white, crystalline compound with the formula C6H14O6 and was originally isolated from the secretions of the flowering ash, called manna after their resemblance to the Biblical food. It is found in a wide variety of natural products, including almost all plants,in concentrations from 20% (seaweeds) to 90% (tree exudates).
The most common route to make mannitol is by hydrogenation of fructose (derived from either starch or sugar depending on price).When using sucrose, the first stage is hydrolysis to invert sugar. This can be hydrogenated
directly but since invert sugar contains only about 50% fructose, and only about half of this is converted to mannitol, the theoretical yield of mannitol is only about 25%. In practice, it is often less. More usually, the fructose content of the invert sugar is enriched to 90–95% by industrial chromatography before hydrogenation giving mannitol yields approaching 50% or slightly higher.
Whatever process is used, the hydrogenated mannitol rich stream is then concentrated by evaporation, seeded with mannitol crystals and cooled. The mannitol then readily crystallises out and can be recovered by filtration. After washing it is dried, screened and packed. Typical packaging is 25-kg paper sacks and 500-kg bulk bags.
Main applications of Sorbitol and Mannitol
The main applications are not in food but in toothpaste and mouthwash where sorbitol syrup provides both sweetness and the required sugar-free formulation. Although limited in application, sorbitol and mannitol are indispensable in one sector of the food industry and that is in the manufacture of high-quality ‘sugar-free’ gum.
Both are also used in sugar-free tableted products in both the food and pharmaceutical industries.
Sugar-free gum and tableted products can be described as ‘diet’ or ‘light’; however, they are generally not considered to be major contributors to calories even in traditional full sugar form as the volumes consumed are normally not large. The greatest benefit of the sugar-free products is that they are safe for teeth. Sugar-free confections based on sorbitol and mannitol also have a very low glycemic index (GI).
6. XYLITOL
Xylitol is the sweetest of all of the polyols being the only polyol to exhibit a sweetness intensity equivalent to that of sucrose. Xylitol is a sugar alcohol that has been used as a food additive and sweetening agent. It is a natural constituent of many fruit and vegetables and although the level found is usually less than 1% it has always been a natural component of modern man’s diet.
Xylitol can be manufactured from a variety of natural plant sources that contain the polysaccharide xylan, a polymer of xylose. Although xylitol occurs freely in nature, it is only economical to manufacture xylitol from these xylan-rich plant materials using a number of relatively straightforward chemical steps.
Industrially, the most commonly used raw materials are hemicellulose sources, such as wood chips and corncobs (both sustainable methods). These materials typically contain 20–35% xylan, which is readily converted to xylose (wood sugar) by hydrolysis. Xylose is subsequently converted to xylitol via catalytic hydrogenation (reduction).
Xylitol is a versatile sweetener, which has found application in almost all sectors of the food industry, both on its own and in combination with other bulk sweeteners.
Xylitol can also be used as a household or ‘table-top’ sweetener, where it can be used in general domestic cookery and baking and for sweetening of beverages. While this represents an increasing market for the use of xylitol, by far the majority of the global usage of xylitol remains firmly in the commercial manufacture of prepared foods
Xylitol health beneficial
- Suitable for diabetics as xylitol’s relatively poor absorption and metabolism, it means that xylitol can be regarded as a suitable sweetener for use in diabetic and carbohydrate-controlled diets.
- Dental health -Non-fermentable carbohydrates and associated sugar substitutes are not fermented to any great degree by the oral bacteria. Therefore, their consumption does not give rise to the acid production, and subsequent pH drop in the oral cavity, which is the initiator of the caries process. For this reason, they are often referred to as being ‘non-acidogenic’ (i.e. they do not give rise to acid production by the oral bacteria) or ‘non-cariogenic’ (i.e. they do not contribute to the caries process).
- Low glycaemic response
- Prebiotic effect- Low-digestible carbohydrates are fermented in the colon by beneficial commensal bacteria, such as Bifidobacterium and Lactobacillus species. The net result of this fermentation is a reduced colonic pH and increased butyrate production. The dual effect of pH decrease and production of butyrate has been shown to inhibit the growth of harmful gram-negative bacteria such as Bacteroides and coliforms.
- Satiety effects use of Xylitol bring satiety feeling in the products in which same is added , thus helping in reduced consumption of food. It helps in manufacturing low dense caloric food which brings satiety feeling with reduced intake of calories.
Reduced Calorie Bulk Sweeteners | Natural Fermentation process
Erythritol is the sole non-caloric bulk natural sweetener and since it occurs naturally in many fruits and vegetables it has been consumed at low levels for as long as mankind has been eating such products.
Erythritol was first isolated from the algae Protococcus vulgaris (now named Apatococcus lobatus) in 1852 by Lamy who named the substance phycit. Later, erythritol was also isolated from the algae Trentepohlia jolithus.
In the early 1980s, when natural foods started to grow in popularity, Cargill initiated a research project to produce different types of polyols by fermentation since it was known that polyols like sorbitol, mannitol, xylitol, erythritol or glycerol could be produced via microbiological pathway. During this research, a strain of yeast, which produced significant amounts of erythritol, was identified. Other research demonstrated that erythritol was essentially calorie-free and had a very high digestive tolerance, and in fact this was much higher compared with all other polyols.
Erythritol is a white, anhydrous, non-hygroscopic, crystalline substance available in powdered or granular form with a mild sweetness and similar appearance to sucrose. It is a 4-carbon sugar alcohol or polyol and its small molecular size is responsible for many of erythritol’s unique characteristics.
Erythritol is a bulk sweetener, not an intense sweetener. As a bulk sweetener, erythritol provides volume, texture and microbiological stability similar to sucrose.
Erythritol is 60–70% as sweet as sucrose, depending on the food or beverage formulation Unlike other polyols, erythritol is non-caloric. This is a particularly useful benefit for a bulk sugar replacer. Owing to its small molecular size, 90% of ingested erythritol is absorbed in the small intestine but while it is well absorbed, it is not metabolised in the body.
The kidneys remove erythritol from the bloodstream and it is excreted unchanged in the urine. The small amount of erythritol not absorbed in the small intestine passes to the large intestine where it is excreted unchanged in the faeces. It is not fermented like other polyols so there is no caloric contribution from the absorption of fermentation by-products such as volatile fatty acids (VFA). Consequently, erythritol contributes no energy to the body (0 cal/g).
Since erythritol is not metabolised, it does not have any glycaemic or insulinaemic effect.This makes it a particularly useful sweetener for people wishing to reduce their post-prandial blood sugar levels.
Erythritol occurs naturally in a wide variety of fruits, vegetables and fermented foods. It is also present in the human body and in animals. Erythritol is not considered artificial since both the finished product and the micro-organisms used to produce it are found in nature, and erythritol is not synthetic since it is produced by fermentation rather than chemical reaction. In Europe, fermentation is regulatory defined as a natural process.